どんなことにお悩みですか?
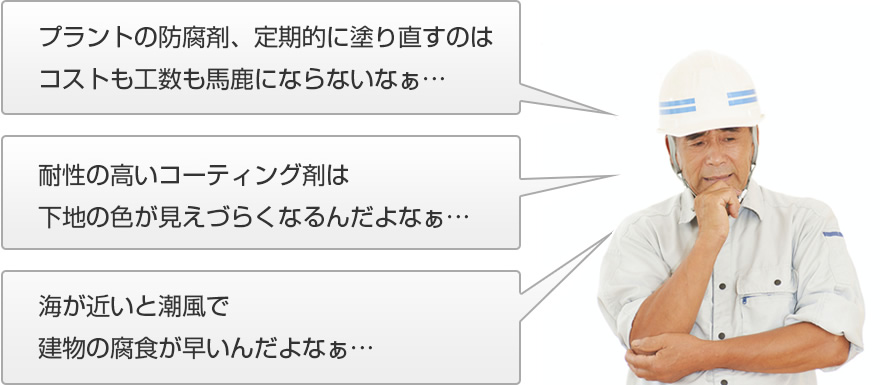

屋内外問わず、各種金属の防錆・防食、プラスチック
等の劣化防止、看板などの色あせ防止、様々な素材の保護に。
優れた耐性で酸性雨や塩害からも建造物を守ります。



エイトシール F-3000 は、溶媒に可溶なフッ素樹脂を使用しており、硬化剤を使用することによって常温で硬化させることができる防錆・防食塗料です。
乾燥皮膜は無色透明で光沢をもち、さらに耐候性をはじめ各種基材への密着性に優れているので、屋外建造物、各種機器装置類の防錆・防食、海岸沿いの塩害対策、各種プラスチックの劣化防止などに最適です。
また、F-3000の塗装性は広く、ハケ塗り・スプレー・ディッピング・フローコート・ロールコートなど、様々な塗装が可能です。
※重防食や使用条件が厳しい場所での長期耐性が必要な場合には、重ね塗りや下地処理が必要となります。
 サンシャインウェザーメーターに 4,000 時間暴露した後でも、光沢保持率は90%以上を維持しています。
サンシャインウェザーメーターに 4,000 時間暴露した後でも、光沢保持率は90%以上を維持しています。  塗膜の可視光線透過率は、 90%以上です。
塗膜の可視光線透過率は、 90%以上です。  各種基材への密着性は良好で、ステンレスや銅にも強力に密着します。
各種基材への密着性は良好で、ステンレスや銅にも強力に密着します。 | 商品名 | 色 | 容器 | 容量 | 形状 |
|---|---|---|---|---|
| F-3000 | クリア | 缶 | 1.2kg(主剤:1kg、硬化剤:0.2kg) 18kg(主剤:15kg、硬化剤:3kg) |
液状 |
| 不揮発分 | 40 wt.% | 粘度 | 350 mPa・s |
|---|---|---|---|
| 比重 | 1.03 | 溶剤 | Toluol:Xylol = 50 : 50 |
※代表値であり規格値ではありません
| 皮膜比重 | 1.4 ~ 1.5 | 耐溶剤性(室温10 日間) | |
|---|---|---|---|
| 平均分子量(Mn) | 2,000 ~ 100,000 | アセトン | 外観変化なし |
| 同(GPC法)(Mw) | 4,000 ~ 200,000 | ベンゼン | 〃 |
| フッ素含有率 | 25 ~ 30 wt.% | 酢酸エチル | 〃 |
| ガラス転移点 | 18 ~ 70 ℃ | トリクロロエタン | 〃 |
| 熱分解温度 | 240 ~ 250 ℃ | 耐酸性水溶液 (室温10日間) |
|
| 光沢 (60 ゚-60 ゚鏡面反射) |
79 ~ 81 | 10 % H2SO4 | 外観変化なし |
| 鉛筆硬度 (塗膜破損/表面傷) |
3H ~ 4H/HB | 10 % HCl | 〃 |
| 密着性 (初期) | 100/100 | 5 % CH3COOH | 〃 |
| (沸騰水 2 時間) | 100/100 | 耐アルカリ性水溶液 (室温 10 日間) |
〃 |
| キシロールラビング試験 | 200 回以上 | 10 % NaOH | 外観変化なし |
| デュポン衝撃試験 (1kg×½ in) |
40 ~ 50 cm | 10 % アンモニア水 | 〃 |
| エリクセン試験(5mm) | 良 好 |
※上記の値は実験値であり、保証値ではありません
基材の表面(塗装面)の汚れ、油分等(錆の発生している場合はその錆)を落とします。
F-3000の主剤 100 に対して硬化剤を20 の割合(重量比)で添加し、よく撹拌してください。
基材に塗布します。
塗装面を検査し、塗りむらなどがある場合は補修を行ってください。
溶剤が完全に蒸散するまで、常温乾燥を行ってください。指触乾燥まで20 分~30程度必要です。
(気温・湿度等によって異なります)
指触乾燥後、標準硬化までは常温で3 日以上必要です。
(気温・湿度等によって異なります)
尚、加熱により硬化の促進が可能ですが、乾燥が不十分ですと残留溶剤の気化(膨張)により、皮膜に気泡を生ずる恐れが
ありますので、十分な乾燥の後に行うようにして下さい。
(加熱温度と硬化時間の関係は塗装工程表を参考にしてください)
※塗り面積は、金属の場合 1.2kg(主剤 1kg、硬化剤 0.2kg)で約12㎡程です。
但し、材 質、形、表面の状態により差があります。

日々の業務の中で老化・劣化・腐食・漏れなどの問題は絶えず進行しています。
それは時に大きな問題を引き起こす要因となり、莫大な費用を要するものになったり、製品や部品の寿命を縮めて改修や交換のコストがかかったりと、決して見過ごす事の出来ない問題に発展します。
近年の技術革新はめざましいですが、それでも、使用される材料におけるコストダウンの要求や、環境対応の為の、耐熱・耐油・耐圧・耐薬品・絶縁・防湿・防水・潤滑・非粘着などの性能向上の必要性は高いです。
その為のシール剤やコーティング剤の相談が後を絶ちません。
こうした多くの技術課題に、私たちは積極的に取り組んでいく事をお約束します。
| 社名 | 太平化成株式会社 |
|---|---|
| 本社所在地 | 東京都千代田区神田紺屋町40番地 |
| 事業所所在地 | 埼玉県八潮市二丁目1075-1 |
| 創業 | 昭和51年8月7日 |
| 資本金 | 1,000万円 |
| 代表者 | 代表取締役社長 渡邉勉 |
| 事業内容 |
|